





VHM-Mini Fräser, Zweischneider
Mini Fräser VHM HSC WN Z2 1,5xD/10xD 30° TiAlN HA
FRS-VHM-HSC-MINI-WN-K-TN-D1,6MM
Art.-Nr. 5443301471
EAN 4055375891773
-,--
Preis pro ausgewählter Verpackungseinheit | Individuelle Preisanzeige nach Anmeldung
Preis pro ausgewählter Verpackungseinheit | Individuelle Preisanzeige nach Anmeldung
Verfügbarkeit in einer Würth Niederlassung anzeigen
Um den Bestand in einer Würth Niederlassung zu prüfen und anzuzeigen, melden Sie sich bitte mit Ihren Zugangsdaten an.
Bei Fragen rufen Sie einfach unsere Service Hotline an unter der Telefonnummer +49 7940 15-2400.
Sie sind noch kein Würth Kunde oder haben als Würth Kunde noch keine Zugangsdaten zum Online-Shop? Dann registrieren Sie sich jetzt online in wenigen Schritten. Bei einer erfolgreichen Prüfung der eingegebenen Daten haben Sie sofort Zugriff auf die Bestandsabfrage sowie alle Preise und können sofort bestellen.















Exklusiv für Gewerbetreibende
Jetzt registrieren und auf mehr als 125.000 Produkte zugreifen
Empfohlen zum Fräsen von Werkstoffen mit mittleren und hohen Festigkeiten sowie zur HSC-Bearbeitung.
Produktinformationen
Datenblätter(X)

 | |
Produktcode | 6257 |
Zu bearbeitender Werkstoff | Stahl, Edelstahl, Harter und zäher Werkstoff, Aluminium |
Schaftform | Zylindrisch DIN 6535-HA |
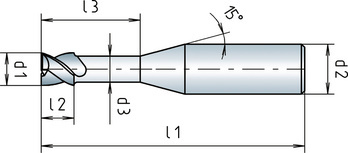
Durchmesser (d1) | 1,6 mm |
Schaftdurchmesser (d2) | 3 mm |
Freistellungsdurchmesser (d3) | 1,55 mm |
Länge (l1) | 50 mm |
Schneidenlänge (l2) | 2,4 mm |
Freistellungslänge (l3) | 20 mm |
Normen | WN |
Typ | H |
Schneidstoff | VHM |
Oberfläche | TiAlN |
Kühlmittelzufuhr | Extern |
Drallwinkel | 30° |
Anzahl Schneiden (Z) | 2 STK |
Toleranz Schneidendurchmesser | h10 |
Toleranz Schaftdurchmesser | h6 |
Werkstoffuntergruppe | Legierte Vergütungsstähle < 1000 N/mm², Nitrierstähle < 1300 N/mm², Rostfreie Stähle < 850 N/mm², Stähle > 45 HRC, Aluminium |
| Legende | ||
| E = Emulsion | ae = 0,1xd1 | |
| vc = Schnittgeschwindigkeit [m/min] | ||
| fz = Vorschub pro Zahn [mm/Z] | ap = 1,5xd1 | |
| ae = Schnittdicke (radial) | ||
| ap = Schnittdicke (axial) | ||
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. | ||
| Schnittwerte für Schlichten Kontur | ||||||
| Für Ø 0,4 - 3 | ||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||
| Ø 0,4 - 1 | Ø 1 - 1,9 | Ø 2 - 3 | ||||
| Automatenstähle | 850-1000 N/mm² | E | 140 | 0,002 | 0,005 | 0,009 |
| Unlegierte Vergütungsstähle | 850-1000 N/mm² | E | 140 | 0,002 | 0,005 | 0,009 |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 120 | 0,002 | 0,005 | 0,009 |
| 1000-1200 N/mm² | E | 95 | 0,002 | 0,004 | 0,008 | |
| Legierte Einsatzstähle | 1000-1200 N/mm² | E | 95 | 0,002 | 0,004 | 0,008 |
| Nitrierstähle | 1000-1200 N/mm² | E | 95 | 0,002 | 0,004 | 0,008 |
| Werkzeugstähle | 850-1100 N/mm² | E | 95 | 0,002 | 0,004 | 0,008 |
| 1100-1400 N/mm² | E | 85 | 0,002 | 0,004 | 0,008 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 80 | 0,002 | 0,004 | 0,008 |
| Gehärtete Stähle | 48 - 55 HRC | - | 65 | 0,002 | 0,004 | 0,008 |
| Verschleißfester Konstruktionsstahl | 1350 N/mm² | E | 50 | 0,002 | 0,003 | 0,006 |
| 1800 N/mm² | E | 50 | 0,002 | 0,003 | 0,006 | |
| Federstähle | < 1200 N/mm² | E | 85 | 0,002 | 0,004 | 0,008 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 110 | 0,002 | 0,005 | 0,009 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 110 | 0,002 | 0,005 | 0,009 |
| < 850 N/mm² | E | 90 | 0,002 | 0,004 | 0,008 | |
| Aluminium, Al-Legierungen | < 530 N/mm² | E | 800 | 0,002 | 0,005 | 0,010 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 600 | 0,002 | 0,005 | 0,010 |
| Aluminium, Al-Gusslegierungen > 10% Si | < 600 N/mm² | E | 400 | 0,002 | 0,005 | 0,010 |
| Legende | ||
| E = Emulsion | ae = 0,5xd1 | |
| vc = Schnittgeschwindigkeit [m/min] | ||
| fz = Vorschub pro Zahn [mm/Z] | ap = 1xd1 | |
| ae = Schnittdicke (radial) | ||
| ap = Schnittdicke (axial) | ||
| Die angegebenen Schnittwertempfehlungen sind Richtwerte und müssen den jeweiligen Bedingungen angepasst werden. | ||
| Schnittwerte für Schruppen Kontur | ||||||
| Für Ø 0,4 - 3 | ||||||
| Werkstoffbezeichnung | Zugfestigkeit | Kühlung | vc | fz | ||
| Ø 0,4 - 1 | Ø 1 - 1,9 | Ø 2 - 3 | ||||
| Automatenstähle | 850-1000 N/mm² | E | 100 | 0,001 | 0,003 | 0,005 |
| Unlegierte Vergütungsstähle | 850-1000 N/mm² | E | 100 | 0,001 | 0,003 | 0,005 |
| Legierte Vergütungsstähle | 850-1000 N/mm² | E | 85 | 0,001 | 0,003 | 0,005 |
| 1000-1200 N/mm² | E | 70 | 0,001 | 0,002 | 0,004 | |
| Legierte Einsatzstähle | < 1000 N/mm² | E | 85 | 0,001 | 0,003 | 0,005 |
| 1000-1200 N/mm² | E | 70 | 0,001 | 0,002 | 0,004 | |
| Nitrierstähle | < 1000 N/mm² | E | 85 | 0,001 | 0,003 | 0,005 |
| 1000-1200 N/mm² | E | 70 | 0,001 | 0,002 | 0,004 | |
| Werkzeugstähle | 850-1100 N/mm² | E | 70 | 0,001 | 0,002 | 0,004 |
| 1100-1400 N/mm² | E | 60 | 0,001 | 0,002 | 0,004 | |
| Schnellarbeitsstähle | 850-1200 N/mm² | E | 60 | 0,001 | 0,002 | 0,004 |
| Verschleißfester Konstruktionsstahl | 1350 N/mm² | E | 50 | 0,001 | 0,003 | 0,006 |
| 1800 N/mm² | E | 45 | 0,001 | 0,003 | 0,006 | |
| Federstähle | < 1200 N/mm² | E | 70 | 0,001 | 0,002 | 0,004 |
| Rostfreie Stähle, geschwefelt | < 700 N/mm² | E | 90 | 0,001 | 0,003 | 0,006 |
| Rostfreie Stähle, austenitisch | < 700 N/mm² | E | 85 | 0,001 | 0,003 | 0,006 |
| < 850 N/mm² | E | 85 | 0,001 | 0,002 | 0,004 | |
| Sonderlegierungen | < 1200 N/mm² | E | 45 | 0,001 | 0,003 | 0,006 |
| Aluminium, Al-Legierungen | < 530 N/mm² | E | 350 | 0,002 | 0,004 | 0,007 |
| Aluminium, Al-Gusslegierungen < 10% Si | < 600 N/mm² | E | 300 | 0,002 | 0,004 | 0,007 |
| Aluminium, Al-Gusslegierungen > 10% Si | < 600 N/mm131 | E | 220 | 0,002 | 0,004 | 0,007 |
| Magnesium, Mg-Legierungen | < 280 N/mm² | E | 350 | 0,002 | 0,004 | 0,007 |
| Graphit | - | 130 | 0,002 | 0,004 | 0,007 | |