










TWINDUR EU SC 90° countersink DIN 335C
Conical countersink EU solid carbide Twindur
CNTSNK-CONI-EU-SC-90DGR-TWINDUR-D10,4MM
ZEBRA
price per selected packing unit | Individual prices for customers after login





Register now and access more than 125,000 products
Extremely uneven pitch
- Optimal surface quality: accurate, round, chatter-free cuts
- Faster processing thanks to higher cutting speeds
- Significantly reduced tool wear
- Supremely quiet operation in all materials
- Significantly less infeed force required
Solid carbide
- Specially designed for use in CNC machines for reliable and standardised manufacture
- Long service life and high cutting speed
Suitable for universal use
Processing of almost all materials possible thanks to special tip geometry and solid carbide cutting material.
High cutting performance
thanks to special multilayer coating
See overview tables for countersink/material assignments
Datasheets(X)

 | |
Material to be processed | Steel, Cast metal, Stainless steel, Titanium, Special alloy, Hard and tough material, Non-ferrous metal, Plastic |
Quality | ZEBRA-Premium |
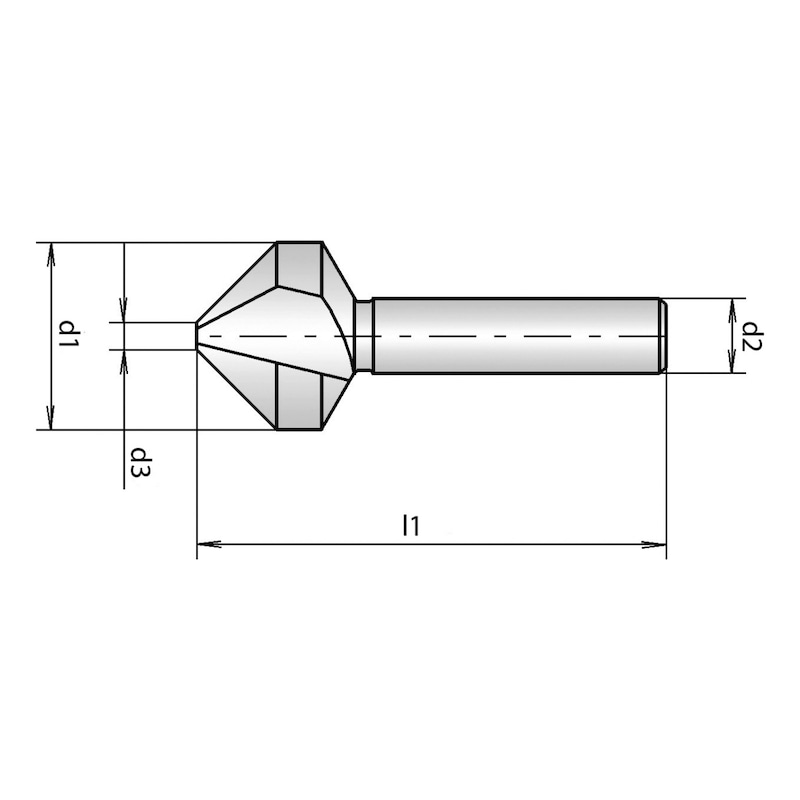
Spot-facer diameter (d1) | 10.4 mm |
Shank diameter (d2) | 8 mm |
Tip diameter (d3) | 2.5 mm |
Suitable for screw | M5 |
Length (l1) | 56 mm |
Number of cutting edges (Z) | 3 PCS |
Standards | DIN 335 |
Form | C |
Cutting material | SC |
Countersink angle | 90 Degree |
Surface | TWINDUR |
Shank style | Cylindrical |
Suitable for cordless drills (points system) | 1 of 4 points |
Suitable for drill (points system) | 1 of 4 points |
Suitable for upright drilling machine (points system) | 3 of 4 points |
Suitable for milling-drilling centre (points system) | 4 of 4 points |
Service life (points system) | 4 of 4 points |
Countersinking speed (point system) | 4 of 4 points |
Countersinking quality (point system) | 4 of 4 points |
Versatility (points system) | 4 of 4 points |
Countersinking behaviour (point system) | 4 of 4 points |
Tolerance of cutting edge diameter | z9 |
Tolerance of shank diameter | h9 |
Material of sub-group | General structural steels, Non-alloyed tempering steels, Alloyed tempering steels, Nitriding steels, Tool steels, High-speed steels, Cast iron, Ductile iron, Malleable cast iron, White cast iron, Stainless steels, sulphurated, Stainless steels, austenitic, Stainless steels, martensitic, Titanium, Titanium alloys, Special alloys, Hardox, Spring steels, Aluminium alloys, Aluminium wrought alloys, Aluminium casting alloys (>10% silicon), Aluminium casting alloys (<10% silicon), Magnesium alloys, Copper, Brass, short-chipping, Brass, long-chipping, Bronze, short-chipping, Bronze, long-chipping, Plastics, thermoset, Plastics, thermoplastic, Plastics, aramide-fibre reinforced, Plastics, glass/carbon-fibre-reinforced |
| Cutting values | ||||||
| For dia. 6.3–12.4 | ||||||
| Material designation | Tensile strength | vc | f | |||
| Dia. 6.3 | Dia. 8.3 | Dia. 10.4 | Dia. 12.4 | |||
| General structural steels | ≤ 500 N/mm² | 70 | 0,108 | 0,135 | 0,135 | 0,162 |
| ≤ 1000 N/mm² | 65 | 0,108 | 0,135 | 0,135 | 0,162 | |
| Unalloyed heat-treated steels | ≤ 700 N/mm² | 65 | 0,108 | 0,135 | 0,135 | 0,162 |
| ≤ 850 N/mm² | 65 | 0,108 | 0,135 | 0,135 | 0,162 | |
| ≤ 1000 N/mm² | 55 | 0,081 | 0,108 | 0,108 | 0,135 | |
| Alloyed heat-treated steels | ≤ 1000 N/mm² | 55 | 0,081 | 0,108 | 0,108 | 0,135 |
| ≤ 1400 N/mm² | 40 | 0,081 | 0,108 | 0,108 | 0,135 | |
| Nitriding steels | ≤ 1000 N/mm² | 55 | 0,081 | 0,108 | 0,108 | 0,135 |
| ≤ 1400 N/mm² | 40 | 0,081 | 0,108 | 0,108 | 0,135 | |
| Tool steels | ≤ 850 N/mm² | 55 | 0,081 | 0,108 | 0,108 | 0,135 |
| ≤ 1400 N/mm² | 40 | 0,054 | 0,081 | 0,081 | 0,108 | |
| High-speed steels | ≤ 1400 N/mm² | 40 | 0,054 | 0,081 | 0,081 | 0,108 |
| Cast iron | ≤ 240 HB | 50 | 0,135 | 0,162 | 0,189 | 0,216 |
| ≤ 350 HB | 45 | 0,135 | 0,162 | 0,189 | 0,216 | |
| Spheroidal-graphite and malleable iron | ≤ 240 HB | 45 | 0,135 | 0,162 | 0,189 | 0,216 |
| ≤ 350 HB | 40 | 0,135 | 0,162 | 0,189 | 0,216 | |
| Chilled cast iron | ≤ 350 HB | 35 | 0,081 | 0,108 | 0,108 | 0,135 |
| Stainless steels, sulphurated | ≤ 900 N/mm² | 30 | 0,068 | 0,081 | 0,081 | 0,095 |
| Stainless steels, austenitic | ≤ 1100 N/mm² | 25 | 0,068 | 0,081 | 0,081 | 0,095 |
| Stainless steels, martensitic | ≤ 1200 N/mm² | 25 | 0,068 | 0,081 | 0,081 | 0,095 |
| Titanium and titanium alloys | ≤ 850 N/mm² | 20 | 0,054 | 0,081 | 0,081 | 0,108 |
| ≤ 1400 N/mm² | 20 | 0,054 | 0,081 | 0,081 | 0,108 | |
| Special alloys | ≤ 1600 N/mm² | 15 | 0,068 | 0,081 | 0,081 | 0,095 |
| Hardox | Hardox 400–500, XAR 320, XAR 400 | 10 | 0,068 | 0,081 | 0,081 | 0,095 |
| Spring steels | ≤ 350 HB | 20 | 0,068 | 0,081 | 0,081 | 0,095 |
| Aluminium and aluminium alloys | ≤ 400 N/mm² | 160 | 0,135 | 0,162 | 0,189 | 0,216 |
| Wrought aluminium alloys | ≤ 650 N/mm² | 100 | 0,135 | 0,162 | 0,189 | 0,216 |
| Cast aluminium alloys ≤ 10% Si | ≤ 600 N/mm² | 80 | 0,108 | 0,135 | 0,135 | 0,162 |
| Cast aluminium alloys > 10% Si | ≤ 600 N/mm² | 60 | 0,108 | 0,135 | 0,135 | 0,162 |
| Magnesium alloys | ≤ 400 N/mm² | 80 | 0,081 | 0,108 | 0,108 | 0,135 |
| Copper, low-alloyed | ≤ 500 N/mm² | 80 | 0,135 | 0,162 | 0,189 | 0,216 |
| Brass, short-chipping | ≤ 600 N/mm² | 70 | 0,162 | 0,189 | 0,216 | 0,243 |
| Brass, long-chipping | ≤ 600 N/mm² | 70 | 0,162 | 0,189 | 0,216 | 0,243 |
| Bronze, short-chipping | ≤ 600 N/mm² | 70 | 0,162 | 0,189 | 0,216 | 0,243 |
| ≤ 850 N/mm² | 70 | 0,162 | 0,189 | 0,216 | 0,243 | |
| Bronze, long-chipping | ≤ 850 N/mm² | 70 | 0,162 | 0,189 | 0,216 | 0,243 |
| ≤ 1000 N/mm² | 70 | 0,162 | 0,189 | 0,216 | 0,243 | |
| Plastics | ≤ 150 N/mm² | 70 | 0,162 | 0,189 | 0,216 | 0,243 |
| Legend | |
| vc = cutting speed [m/min] | |
| f = feed (mm/r) | |
| The suggested cutting values are reference values and must be adapted to the respective conditions. | |
| Cutting values | ||||||
| For dia. 16.5–31 | ||||||
| Material designation | Tensile strength | vc | f | |||
| Dia. 16.5 | Dia. 20.5 | Dia. 25 | Dia. 31 | |||
| General structural steels | ≤ 500 N/mm² | 70 | 0,162 | 0,189 | 0,243 | 0,270 |
| ≤ 1000 N/mm² | 65 | 0,162 | 0,189 | 0,243 | 0,270 | |
| Unalloyed heat-treated steels | ≤ 700 N/mm² | 65 | 0,162 | 0,189 | 0,243 | 0,270 |
| ≤ 850 N/mm² | 65 | 0,162 | 0,189 | 0,243 | 0,270 | |
| ≤ 1000 N/mm² | 55 | 0,135 | 0,162 | 0,216 | 0,243 | |
| Alloyed heat-treated steels | ≤ 1000 N/mm² | 55 | 0,135 | 0,162 | 0,216 | 0,243 |
| ≤ 1400 N/mm² | 40 | 0,135 | 0,162 | 0,216 | 0,243 | |
| Nitriding steels | ≤ 1000 N/mm² | 55 | 0,135 | 0,162 | 0,216 | 0,243 |
| ≤ 1400 N/mm² | 40 | 0,135 | 0,162 | 0,216 | 0,243 | |
| Tool steels | ≤ 850 N/mm² | 55 | 0,135 | 0,162 | 0,216 | 0,243 |
| ≤ 1400 N/mm² | 40 | 0,108 | 0,135 | 0,162 | 0,189 | |
| High-speed steels | ≤ 1400 N/mm² | 40 | 0,108 | 0,135 | 0,162 | 0,189 |
| Cast iron | ≤ 240 HB | 50 | 0,243 | 0,270 | 0,297 | 0,324 |
| ≤ 350 HB | 45 | 0,243 | 0,270 | 0,297 | 0,324 | |
| Spheroidal-graphite and malleable iron | ≤ 240 HB | 45 | 0,243 | 0,270 | 0,297 | 0,324 |
| ≤ 350 HB | 40 | 0,243 | 0,270 | 0,297 | 0,324 | |
| Chilled cast iron | ≤ 350 HB | 35 | 0,135 | 0,162 | 0,216 | 0,243 |
| Stainless steels, sulphurated | ≤ 900 N/mm² | 30 | 0,095 | 0,108 | 0,135 | 0,162 |
| Stainless steels, austenitic | ≤ 1100 N/mm² | 25 | 0,095 | 0,108 | 0,135 | 0,162 |
| Stainless steels, martensitic | ≤ 1200 N/mm² | 25 | 0,095 | 0,108 | 0,135 | 0,162 |
| Titanium and titanium alloys | ≤ 850 N/mm² | 20 | 0,108 | 0,135 | 0,162 | 0,189 |
| ≤ 1400 N/mm² | 20 | 0,108 | 0,135 | 0,162 | 0,189 | |
| Special alloys | ≤ 1600 N/mm² | 15 | 0,095 | 0,108 | 0,135 | 0,162 |
| Hardox | Hardox 400–500, XAR 320, XAR 400 | 10 | 0,095 | 0,108 | 0,135 | 0,162 |
| Spring steels | ≤ 350 HB | 20 | 0,095 | 0,108 | 0,135 | 0,162 |
| Aluminium and aluminium alloys | ≤ 400 N/mm² | 160 | 0,243 | 0,270 | 0,297 | 0,324 |
| Wrought aluminium alloys | ≤ 650 N/mm² | 100 | 0,243 | 0,270 | 0,297 | 0,324 |
| Cast aluminium alloys ≤ 10% Si | ≤ 600 N/mm² | 80 | 0,162 | 0,189 | 0,243 | 0,270 |
| Cast aluminium alloys > 10% Si | ≤ 600 N/mm² | 60 | 0,162 | 0,189 | 0,243 | 0,270 |
| Magnesium alloys | ≤ 400 N/mm² | 80 | 0,135 | 0,162 | 0,216 | 0,243 |
| Copper, low-alloyed | ≤ 500 N/mm² | 80 | 0,243 | 0,270 | 0,297 | 0,324 |
| Brass, short-chipping | ≤ 600 N/mm² | 70 | 0,270 | 0,297 | 0,324 | 0,351 |
| Brass, long-chipping | ≤ 600 N/mm² | 70 | 0,270 | 0,297 | 0,324 | 0,351 |
| Bronze, short-chipping | ≤ 600 N/mm² | 70 | 0,270 | 0,297 | 0,324 | 0,351 |
| ≤ 850 N/mm² | 70 | 0,270 | 0,297 | 0,324 | 0,351 | |
| Bronze, long-chipping | ≤ 850 N/mm² | 70 | 0,270 | 0,297 | 0,324 | 0,351 |
| ≤ 1000 N/mm² | 70 | 0,270 | 0,297 | 0,324 | 0,351 | |
| Plastics | ≤ 150 N/mm² | 70 | 0,270 | 0,297 | 0,324 | 0,351 |
Select RAL-colour code
!! NOTE: On-screen visualisation of the colour differs from real colour shade!!