





HPC end mill Speedcut 4.0-ultra hard steel 50-65 HRC, extra-long XL, four cutting edges, uneven angle of twist gradient
End mill SC 4.0 50-65HRC WN-XL 50° Vario DURALDUR
ENDMIL-HPC-4.0-WN-XL-65HRC-FG-HA-D20
Art.-no. 5443316030
EAN 4065746569033
-,--
price per selected packing unit | Individual prices for customers after login
price per selected packing unit | Individual prices for customers after login
Show availability in Würth shop
In order to check the stock in a Würth branch, please log in.
If you have any questions, please call our service hotline at +49 7940 15-2400.
You are not yet a Würth customer or do not yet have access data to the Online Shop? Then register now in just a few steps. After a successful check of the entered data, you will have immediate access to the stock inquiry as well as all prices and can immediately order.






















Exclusively for trade customers
Register now and access more than 125,000 products
Solid carbide high-performance end mill particularly suitable for machining hardened and high-strength steels. The high rigidity and uneven pitch produce an excellent surface quality on the workpiece, even with high infeed values. Extremely long service life. The end mill is a single tool for roughing, rough finishing and finishing. Generation 4.0 sets new standards in machining performance.
Product information
Datasheets(X)

 | |
Product code | 8797 |
Material to be processed | Hard and tough material |
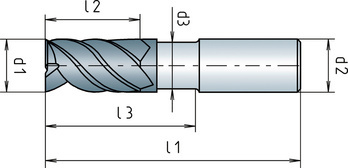
Diameter (d1) | 20.0 mm |
Shank diameter (d2) | 20.0 mm |
Clearance diameter (d3) | 19.5 mm |
Standards | CS |
Construction length | Extra long |
Shank style | Cylindrical DIN 6535-HA |
Cutting material | SC |
Surface | DUALDUR |
Coolant supply | External |
Twist angle | 50° Vario |
Length (l1) | 124 mm |
Cutting edge length (l2) | 38 mm |
Clearance length (l3) | 70 mm |
Number of cutting edges (Z) | 4 PCS |
Corner chamfer | 0.10 mm |
Tolerance of cutting edge diameter | e8 |
Tolerance of shank diameter | h6 |
Material of sub-group | Steels > 45 HRC, Nitriding steels < 1300 N/mm², Grey cast iron, Malleable cast iron, Alloyed tempering steels < 1000 N/mm² |
| Key |
| L = air |
| E = emulsion |
| vc = cutting speed [m/min] |
| fz = feed per tooth [mm/t] |
| ae cutting thickness (radial) = 0.015xd1 |
| ap cutting thickness (axial) = 1.5xd1 |
| The suggested cutting values are reference values and must be adapted to the respective conditions. |
| Cutting values for finishing | |||||
| For dia. 20 | |||||
| Material designation | Tensile strength | Cooling | vc | fz | |
| Dia. 20 | |||||
| min. | max. | ||||
| Steels | |||||
| High-speed steels | < 1,300 N/mm² | E | 128 | 0,068 | 0,101 |
| Tool steels | < 1,300 N/mm² | E | 186 | 0,068 | 0,101 |
| Stainless steels | |||||
| Hardened steels | 40-48 HRC | L | 62 | 0,038 | 0,058 |
| Hardened steels | 45-55 HRC | L | 50 | 0,034 | 0,050 |
| Hardened steels | 55-60 HRC | L | 50 | 0,034 | 0,050 |
| Hardened steels | 60-65 HRC | L | 33 | 0,026 | 0,038 |
| Cast metals | |||||
| Cast iron, lamellar graphite | < 180 HB | L + E | 186 | 0,101 | 0,152 |
| Cast iron, lamellar graphite | > 260 HB | L + E | 149 | 0,101 | 0,152 |
| Nodular graphite, malleable iron | > 260 HB | L + E | 145 | 0,101 | 0,152 |
| Cutting values for finishing | |||||||||||
| For dia. 10-16 | |||||||||||
| Material designation | Tensile strength | Cooling | vc | fz | |||||||
| Dia. 10 | Dia. 12 | Dia. 14 | Dia. 16 | ||||||||
| min. | max. | min. | max. | min. | max. | min. | max. | ||||
| Steels | |||||||||||
| High-speed steels | < 1,300 N/mm² | E | 128 | 0,033 | 0,050 | 0,042 | 0,063 | 0,044 | 0,066 | 0,056 | 0,084 |
| Tool steels | < 1,300 N/mm² | E | 186 | 0,033 | 0,050 | 0,042 | 0,063 | 0,044 | 0,066 | 0,056 | 0,084 |
| Stainless steels | |||||||||||
| Hardened steels | 40-48 HRC | L | 62 | 0,019 | 0,029 | 0,025 | 0,037 | 0,028 | 0,042 | 0,031 | 0,047 |
| Hardened steels | 45-55 HRC | L | 50 | 0,017 | 0,025 | 0,022 | 0,034 | 0,025 | 0,037 | 0,028 | 0,042 |
| Hardened steels | 55-60 HRC | L | 50 | 0,017 | 0,025 | 0,022 | 0,034 | 0,025 | 0,037 | 0,028 | 0,042 |
| Hardened steels | 60-65 HRC | L | 33 | 0,012 | 0,018 | 0,014 | 0,022 | 0,019 | 0,029 | 0,022 | 0,032 |
| Cast metals | |||||||||||
| Cast iron, lamellar graphite | < 180 HB | L + E | 186 | 0,047 | 0,071 | 0,057 | 0,086 | 0,068 | 0,103 | 0,083 | 0,125 |
| Cast iron, lamellar graphite | > 260 HB | L + E | 149 | 0,047 | 0,071 | 0,057 | 0,086 | 0,068 | 0,103 | 0,083 | 0,125 |
| Nodular graphite, malleable iron | > 260 HB | L + E | 145 | 0,047 | 0,071 | 0,057 | 0,086 | 0,068 | 0,103 | 0,083 | 0,125 |
| Cutting values for roughing | |||||||||||
| For dia. 4-8 | |||||||||||
| Material designation | Tensile strength | Cooling | vc | fz | |||||||
| Dia. 4 | Dia. 5 | Dia. 6 | Dia. 8 | ||||||||
| min. | max. | min. | max. | min. | max. | min. | max. | ||||
| Steels | |||||||||||
| High-speed steels | < 1,300 N/mm² | E | 112 | 0,014 | 0,022 | 0,020 | 0,030 | 0,024 | 0,036 | 0,032 | 0,048 |
| Tool steels | < 1,300 N/mm² | E | 180 | 0,014 | 0,022 | 0,020 | 0,030 | 0,024 | 0,036 | 0,032 | 0,048 |
| Stainless steels | |||||||||||
| Hardened steels | 40-48 HRC | L | 60 | 0,016 | 0,024 | 0,020 | 0,030 | 0,022 | 0,034 | 0,028 | 0,044 |
| Hardened steels | 45-55 HRC | L | 48 | 0,014 | 0,022 | 0,018 | 0,028 | 0,020 | 0,032 | 0,026 | 0,038 |
| Hardened steels | 55-60 HRC | L | 48 | 0,014 | 0,022 | 0,018 | 0,028 | 0,020 | 0,032 | 0,026 | 0,038 |
| Hardened steels | 60-65 HRC | L | 32 | 0,010 | 0,014 | 0,012 | 0,020 | 0,014 | 0,022 | 0,020 | 0,028 |
| Cast metals | |||||||||||
| Cast iron, lamellar graphite | < 180 HB | L + E | 180 | 0,020 | 0,030 | 0,028 | 0,042 | 0,033 | 0,049 | 0,044 | 0,066 |
| Cast iron, lamellar graphite | > 260 HB | L + E | 144 | 0,020 | 0,030 | 0,026 | 0,040 | 0,031 | 0,047 | 0,038 | 0,056 |
| Nodular graphite, malleable iron | > 260 HB | L + E | 140 | 0,020 | 0,030 | 0,026 | 0,040 | 0,031 | 0,047 | 0,038 | 0,056 |
| Cutting values for finishing | |||||||||||
| For dia. 4-8 | |||||||||||
| Material designation | Tensile strength | Cooling | vc | fz | |||||||
| Dia. 4 | Dia. 5 | Dia. 6 | Dia. 8 | ||||||||
| min. | max. | min. | max. | min. | max. | min. | max. | ||||
| Steels | |||||||||||
| High-speed steels | < 1,300 N/mm² | E | 128 | 0,011 | 0,017 | 0,015 | 0,023 | 0,018 | 0,027 | 0,024 | 0,036 |
| Tool steels | < 1,300 N/mm² | E | 186 | 0,011 | 0,017 | 0,015 | 0,023 | 0,018 | 0,027 | 0,024 | 0,036 |
| Stainless steels | |||||||||||
| Hardened steels | 40-48 HRC | L | 62 | 0,008 | 0,012 | 0,010 | 0,015 | 0,011 | 0,017 | 0,014 | 0,022 |
| Hardened steels | 45-55 HRC | L | 50 | 0,007 | 0,011 | 0,009 | 0,014 | 0,010 | 0,016 | 0,013 | 0,019 |
| Hardened steels | 55-60 HRC | L | 50 | 0,007 | 0,011 | 0,009 | 0,014 | 0,010 | 0,016 | 0,013 | 0,019 |
| Hardened steels | 60-65 HRC | L | 33 | 0,005 | 0,007 | 0,006 | 0,010 | 0,007 | 0,011 | 0,010 | 0,014 |
| Cast metals | |||||||||||
| Cast iron, lamellar graphite | < 180 HB | L + E | 186 | 0,015 | 0,023 | 0,021 | 0,032 | 0,025 | 0,037 | 0,033 | 0,050 |
| Cast iron, lamellar graphite | > 260 HB | L + E | 149 | 0,015 | 0,023 | 0,021 | 0,032 | 0,025 | 0,037 | 0,033 | 0,050 |
| Nodular graphite, malleable iron | > 260 HB | L + E | 145 | 0,015 | 0,023 | 0,021 | 0,032 | 0,025 | 0,037 | 0,033 | 0,050 |
| Key |
| L = air |
| E = emulsion |
| vc = cutting speed [m/min] |
| fz = feed per tooth [mm/t] |
| ae cutting thickness (radial) = 0.1-0.3xd1 |
| ap cutting thickness (axial) = 1xd1 |
| The suggested cutting values are reference values and must be adapted to the respective conditions. |
| Cutting values for roughing | |||||
| For dia. 20 | |||||
| Material designation | Tensile strength | Cooling | vc | fz | |
| Dia. 20 | |||||
| min. | max. | ||||
| Steels | |||||
| High-speed steels | < 1,300 N/mm² | E | 112 | 0,090 | 0,134 |
| Tool steels | < 1,300 N/mm² | E | 180 | 0,090 | 0,134 |
| Stainless steels | |||||
| Hardened steels | 40-48 HRC | L | 60 | 0,076 | 0,116 |
| Hardened steels | 45-55 HRC | L | 48 | 0,068 | 0,100 |
| Hardened steels | 55-60 HRC | L | 48 | 0,068 | 0,100 |
| Hardened steels | 60-65 HRC | L | 32 | 0,052 | 0,076 |
| Cast metals | |||||
| Cast iron, lamellar graphite | < 180 HB | L + E | 180 | 0,135 | 0,203 |
| Cast iron, lamellar graphite | > 260 HB | L + E | 144 | 0,103 | 0,155 |
| Nodular graphite, malleable iron | > 260 HB | L + E | 140 | 0,103 | 0,155 |
| Cutting values for roughing | |||||||||||
| For dia. 10-16 | |||||||||||
| Material designation | Tensile strength | Cooling | vc | fz | |||||||
| Dia. 10 | Dia. 12 | Dia. 14 | Dia. 16 | ||||||||
| min. | max. | min. | max. | min. | max. | min. | max. | ||||
| Steels | |||||||||||
| High-speed steels | < 1,300 N/mm² | E | 112 | 0,044 | 0,066 | 0,056 | 0,084 | 0,058 | 0,088 | 0,074 | 0,112 |
| Tool steels | < 1,300 N/mm² | E | 180 | 0,044 | 0,066 | 0,056 | 0,084 | 0,058 | 0,088 | 0,074 | 0,112 |
| Stainless steels | |||||||||||
| Hardened steels | 40-48 HRC | L | 60 | 0,038 | 0,058 | 0,050 | 0,074 | 0,056 | 0,084 | 0,062 | 0,094 |
| Hardened steels | 45-55 HRC | L | 48 | 0,034 | 0,050 | 0,044 | 0,068 | 0,050 | 0,074 | 0,056 | 0,084 |
| Hardened steels | 55-60 HRC | L | 48 | 0,034 | 0,050 | 0,044 | 0,068 | 0,050 | 0,074 | 0,056 | 0,084 |
| Hardened steels | 60-65 HRC | L | 32 | 0,024 | 0,036 | 0,028 | 0,044 | 0,038 | 0,058 | 0,044 | 0,064 |
| Cast metals | |||||||||||
| Cast iron, lamellar graphite | < 180 HB | L + E | 180 | 0,062 | 0,094 | 0,076 | 0,114 | 0,091 | 0,137 | 0,110 | 0,166 |
| Cast iron, lamellar graphite | > 260 HB | L + E | 144 | 0,052 | 0,078 | 0,058 | 0,086 | 0,066 | 0,100 | 0,078 | 0,116 |
| Nodular graphite, malleable iron | > 260 HB | L + E | 140 | 0,052 | 0,078 | 0,058 | 0,086 | 0,066 | 0,100 | 0,078 | 0,116 |